滁州原装柔性打磨
关节端编码器码盘安装座与护线管之间通过螺纹连接。本发明与现有技术相比具有以下效果:1、本发明的电机轴与谐波减速器输入端之间通过螺钉连接,电机轴能够根据设计方案要求灵活调整更换,增加设计柔性和多样性,避免因为谐波减速器货期长,影响设计迭代。2、本发明的护线管与输出法兰通过螺钉连接,关节端编码器码盘安装座与低速护线管通过螺纹连接;护线管与关节端编码器码盘安装座能够根据设计方案要求灵活配置,增加设计柔性和多样性的同时而不影响输出法兰。护线管与输出法兰分体连接,降低加工成本。3、本发明电机端编码器读数头与关节端编码器读数头均通过调整垫片来调整轴向距离,满足不同编码器的使用条件及制造误差带来的影响,增加设计柔性;4、本发明制动器组件为磁吸摩擦式,断电时制动器通过内置弹簧抱死摩擦片,通过制动器轮毂使得电机轴无法转动;通电时电磁铁吸开摩擦片压住弹簧,制动器组件解除制动,由于采用摩擦制动式原理,当机器人急停时,相比插销式制动器更加安全可靠。不存在插销打弯和上电关节晃动问题;5、本发明采用轻量化超硬航空铝合金材料实现大负载轻自重,高集成度;6、本发明采用中心孔走线,解决传统工业机器人布线困难和走线缠绕问题。力控系统适合多种类多样式、多规格的罐体焊缝柔性打磨,利用率大。滁州原装柔性打磨

防尘防水。其它组成和连接关系与具体实施方式一、二或三相同。具体实施方式五:结合图1说明本实施方式,本实施方式还包括密封圈安装座9和密封圈10,密封圈10通过密封圈安装座9与制动器组件14的内孔相连,密封圈10的内圈与电机轴16连接。如此设置,密封效果好。其它组成和连接关系与具体实施方式一、二、三或四相同。具体实施方式六:结合图1说明本实施方式,本实施方式还包括护线套6和护线套支架7,护线套6通过护线套支架7安装在护线管21的左侧端部。如此设置,保护线缆防止磨损。其它组成和连接关系与具体实施方式一、二、三、四或五相同。具体实施方式七:结合图1说明本实施方式,本实施方式还包括防尘支架19和橡胶环20,防尘支架19安装在关节壳体15的右侧内壁与输出法兰22之间,橡胶环20套装在防尘支架19上。如此设置,防尘效果好。其它组成和连接关系与具体实施方式一、二、三、四、五或六相同。具体实施方式八:结合图1说明本实施方式,本实施方式的护线管21的管径自输出法兰22一侧至关节伺服驱动器2一侧逐渐小。如此设置,护线套通过护线套支架固定在低速护线管一端,关节采用中心孔走线,低速护线管将线缆与电机轴隔离开,有效保护线缆防止磨损。上海柔性打磨厂家手机外壳柔性打磨用大儒科技的力控系统。

每个打磨组件的进料一端所在的铸件柔性打磨自动化装置的制作方法铸件柔性打磨自动化装置的制作方法压铸件是一种压力铸造的零件,其制造方法通常为:将加热为液态的铜、锌、铝或铝合金等金属浇入压铸机的入料口,经压铸机压铸,从而铸造出由模具限制的形状和尺寸的铜、锌、铝零件或铝合金零件。由于金属铜、锌、铝及铝合金具有很铸件柔性打磨自动化技术实现要素铸件柔性打磨自动化技术实现要素本方案中的长条形铸件柔性打磨装置,包括工作台和电机,工作台上设有支架和用于固定铸件的长条形的安装槽;支架上滑动连接有方形的母框,母框包括两条相对的主横向对边和两条相对的主竖向侧边,主横向对边与安装槽平行,且靠近安装槽的铸件用柔性打磨装置的制作方法铸件柔性打磨自动化用柔性打磨装置的制作方法铸件经过熔炼成型其表面往往会出现毛刺、颗粒很不美观也影响其使用质量,现在采取人工柔性打磨的方式进行柔性打磨,可以消除表面的毛刺颗粒等问题,但是存在不足,人工柔性打磨不是均匀的柔性打磨表面。
自动化柔性打磨设备本设备专为盘状类工件打磨设计。工人手持工件放置上料架上,工件随周期自动进步,由机械手单持工件放置自动打磨工装,磨削过程中,机械手另抓取一工件待放,工件打磨完毕退出,机械手取出完毕工件,将毛坯工件放置工装,之后将成品工件放置下料架,完毕后抓取新毛坯件待位。单个工件从毛坯件被机械手抓取至成品件被机械手放置下料架时间为13秒左右。本设备由五个组成部分构成,分别是机械手、进给打磨机构、砂轮机、除尘箱、上下料架。1、机器人为六轴工业机器人2、进给打磨装置自动进给装置主要是由压紧装置、旋转装置、推进装置等组成,主要采用伺服电机推进力传感器来反馈整套装置相对砂轮磨削量进行自动补偿3、砂轮机4、除尘箱除尘箱除尘方式为布袋除尘,利用管道将除尘箱与我公司除尘产品连通,利用离心风机产生的风压将机器磨削产生的风尘颗粒通过管道然后被除尘布袋搜集,待到风尘积累到一定程度,通过聚灰抽屉将累积粉尘清楚。除尘箱采用组合箱式一体设计,运行稳固,全封闭防一体设计,运行操作安全,并且外观简便,占地面积小,使用方便。使用离心风机作为动力来源,电机为纯铜线电机,动力强劲,可持久运行,稳定可靠。力控系统实现的柔性打磨,产品用用范围广,可以自动适应产品外形尺寸变化。
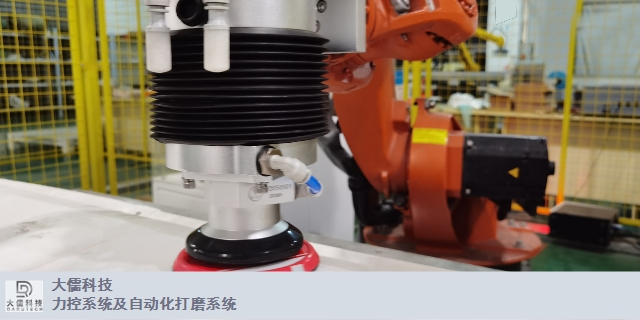
大儒科技的力控系统帮助实现焊缝的柔性打磨。焊缝打磨工艺有以下几种:第一种是百叶片:百叶片是把传统的页状砂纸裁剪成相应的形状,然后用粘黏在一起排列成的磨片类材料。配合角磨机,高速旋转的磨片,能够快速的打磨焊疤,但因其锋利的磨削性能,易造成产品主体的过度磨削,伤到本体,所以大儒科技的力控系统能够柔性打磨是较佳选择。第二种尼龙片:尼龙片的整体材质,有点类似纤维化合物,表面并不是非常硬,研磨颗粒涂覆在表面,使其不损失自身柔软度的情况下,还能具有磨削作用。尼龙片打磨焊痕,也拥有不错的效果。尼龙片属于粘扣式的磨片,配合砂光机使用,效果也非常好。第三种氧化铝打磨片:又称为树脂磨片,氧化铝和碳化硅材料制作,磨削力度强,但是其自身的消耗也比较快速。配合角磨机的使用,高速的旋转,使其消耗较快,容易平凡更换磨片。焊道打磨,向来是一个比较难以实现自动化打磨的工序。焊疤的形变大,必须使用主动适应的力控系统实现恒力,进行柔性打磨才能实现焊缝的自动化打磨。力控系统广泛应用在手机、平板电脑等面壳制造业,实现柔性打磨。滁州原装柔性打磨
大儒力控系统——柔性打磨机器人先行者。滁州原装柔性打磨
它还包括电机端编码器读数头安装座1、关节伺服驱动器2、关节端编码器码盘3、关节端编码器读数头4、关节端编码器码盘安装座5、关节端编码器读数头安装座8、电机端编码器码盘11、电机端编码器读数头12、后盖13、制动器组件14、电机组件17、谐波减速器18、护线管21和输出法兰22;电机组件17和谐波减速器18由左至右依次安装在关节壳体15内,且电机组件17与谐波减速器18的输入端连接,输出法兰22安装在谐波减速器18的输出端上,护线管21穿设在电机组件17的电机轴16内并与输出法兰22连接,制动器组件14安装在关节壳体15内并位于电机组件17的左侧,且制动器组件14与电机轴16连接,电机端编码器读数头12通过电机端编码器读数头安装座1安装在制动器组件14左侧的关节壳体15上,电机端编码器码盘11安装在电机轴16上,关节端编码器读数头4通过关节端编码器读数头安装座8与关节壳体15连接,关节端编码器读数头4位于电机端编码器码盘11的左侧,关节端编码器码盘3通过关节端编码器码盘安装座5安装在护线管21上,关节端编码器码盘3位于电机端编码器码盘11与关节端编码器读数头4之间,关节伺服驱动器2通过连接柱与关节壳体15连接;后盖13与关节壳体15连接。滁州原装柔性打磨
大儒科技(苏州)有限公司成立于2020-01-21,注册资本:500-700万元。该公司服务型的公司。公司是一家私营有限责任公司企业,以诚信务实的创业精神、质量高效的管理团队、精悍的职工队伍,努力为广大用户提供***的产品。公司目前拥有***员工5~10人人,具有[ "力控系统", "模块化打磨工站", "自动化打磨系统", "柔性打磨机器人" ]等多项业务。大儒科技自成立以来,一直坚持走正规化、专业化路线,得到了广大客户及社会各界的普遍认可与大力支持。
上一篇: 没有了