








气密密封性检测设备定制
密封性检测设备可以对我们工业中经常使用的刚性金属密封件进行检测。即是在阀盖与阀体接触面上堆焊硬质合金层。虽然堆焊硬质合金硬度高,耐磨性能好,但是堆焊在高温下进行,加工困难,且当阀盖与阀体之间出现缝隙,带有压力的含尘煤气由缝隙高速通过,致使缝隙越来越大,密封口损坏时,可用密封检测设备,对其判定,是否泄露,从而判定产品是否合格。需要注意的是,不同类型的检测设备具体的操作步骤和使用方法可能会有所不同。因此,在实际操作中,应参考设备的操作手册或向专业技术人员咨询,以确保测试的准确性和可靠性。密封性检测设备与介质接触的高压元件与管路均采用316不锈钢材质,防腐蚀,不易生锈,适应多种介质。气密密封性检测设备定制
密封性测试设备中常用的差压测试的优点在于它可以消除环境温度变化对压力测量的影响,因此具有较高的测试精度。此外,差压测试还可以用于在线检测,即在设备运行过程中进行密封性检测,及时发现并处理泄漏问题,保证设备的正常运行。需要注意的是,差压测试的结果可能受到多种因素的影响,如测试设备的精度、测试环境的稳定性、被测件的形状和材料等。因此,在进行差压测试时,需要选择合适的测试设备和方法,并遵守相应的测试操作规程,以确保测试结果的准确性和可靠性。阀体密封性检测设备维修密封性检测设备采用自动控制的方式进行,所有的试验过程都可以在计算机上控制上完成,实时显示各数据参数;

-我们公司研发的密封性测试台是自动化检测是将检测技术与自动化装置相结合,综合运用自动化、电子、计算机、控制工程、信息处理、机械等多种学科和多种技术,应用于各领域的自动化装备及生产自动化过程。它可以实现检测过程的自动化,提高检测效率和精度,减少人为因素对检测结果的影响。自动化检测通常包括以下步骤:确定检测项目和检测标准:根据产品特性和质量要求,确定需要检测的项目和相应的检测标准。设计检测装置和算法:根据检测项目和标准,设计自动化检测装置和相应的算法,包括传感器、执行器、控制器等硬件和数据处理、控制软件等。制造和调试检测装置:按照设计要求制造自动化检测装置,并进行调试和校准,确保其符合技术要求。编写和测试检测程序:根据检测装置的硬件和算法要求,编写相应的检测程序,并进行测试和验证,确保其能够准确、快速地完成检测任务。进行自动化检测:将待检测的样品放在自动化检测装置上,启动检测程序,自动化完成检测过程。分析检测结果:根据检测程序输出的结果,进行分析和处理,得出检测结论。记录和报告检测结果:将检测结果记录在规定的表格或数据库中,并根据需要生成数据表。
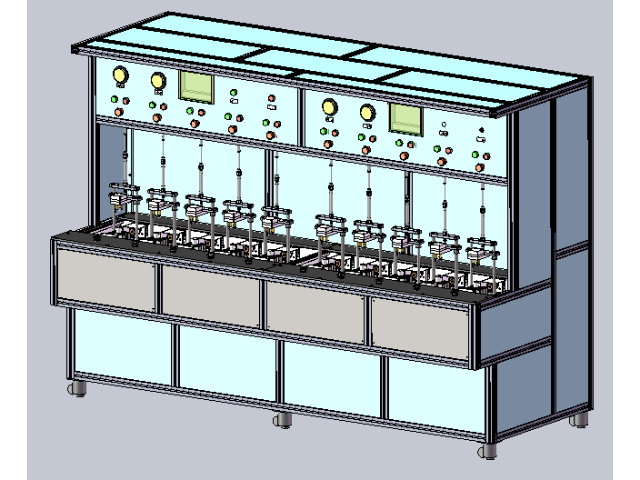
我们俨峰自动化设备有限公司制造的气密性检测设备,符合市场需求,如经济要求,环保规范,安全约束和质量产品要求。得到的结果是对检漏测试更严格的质量控制。常用的泄漏检测方法,特别适合对电磁阀、阀门、管件这类行业使用。每一个方法都有的优点和缺点,正确的选择是考虑各种气密检漏方法之间的区别。对于测试方法的选择,它必须精确地考虑所有泄漏检测的范围和所有其他的因素,不仅工艺要求,也是企业形象,规范发展和市场的新要求。密封性检测设备可以定制多个工位来满足生产需要。

密封件测试设备主要用于评估密封件的密封性能,确保其能够有效地防止气体或液体的泄漏。测试过程中,可以采用多种方法和设备来模拟实际工作环境,并对密封件进行检测和评估。常见的密封件测试方法包括以下几种:气泡法测试:将密封件安装在测试装置上,并向其内部注入一定压力的气体或液体。然后,通过观察是否有气泡从密封件周围冒出,来判断其密封性能是否合格。压力衰减测试:将密封件安装在测试装置上,并充入一定压力的气体或液体。在一段时间内,监测密封件内部压力的变化,以判断其密封性能是否合格。泄漏量测试:通过测量密封件在特定条件下的泄漏量,来评估其密封性能。这种方法需要使用专门的测试设备,并根据不同的测试标准来设定相应的泄漏量限值。在进行密封件测试时,需要注意以下几点:选择合适的测试方法和设备,确保测试结果的准确性和可靠性。根据不同的密封件类型和规格,设定相应的测试条件和参数。遵守测试操作规程,确保测试过程的安全性和稳定性。对测试结果进行记录和分析,及时发现并处理不合格产品。通过采用合适的测试方法和设备,并遵守相应的测试操作规程,可以有效地评估密封件的密封性能,确保其在实际工作中的可靠性和稳定性。密封性检测设备主要体现在测试原理、测试设备、测试精度和适用范围等方面。阀体密封性检测设备维修
密封性测试设备不光测产品试密封性还可以检测产品功能性。气密密封性检测设备定制
俨峰自动化设备有限公司-气密性科普小知识PV=nRT,理想气体状态方程(Equationofstateofidealgas),又称理想气体定律、普适气体定律,是描述理想气体在处于平衡态时,压强、体积、温度间关系的状态方程。它建立在玻义耳-马略特定律、查理定律、盖-吕萨克定律等定律的基础上,由法国科学家克拉珀龙(BenoitPierreEmileClapeyron)于1834年提出。式中:p为压强(Pa),V为气体体积(m³),T为温度(K),n为气体的物质的量(mol),R为摩尔气体常数(也叫普适气体恒量)(J/(mol.K))。测试异常小建议在工装的进气管套上“保温管”;不要让冷风/空调对着检测仪吹;尽量让外部压力和测试治具中的内部压力保持一致;如果是密封圈/胶过高、模具支撑没做好,可以在装配过程中给测试治具加个合适的“限位柱”作支撑;产品变形,要采用差压的检测方式解决,可以抵消变形的影响;可以通过更换小缸径的气缸避免出现这些情况;标准口漏气可以通过更换标准件的方式,让泄漏值恢复正常。气密密封性检测设备定制
上一篇: O型圈套圈机制作商
下一篇: 气密密封性检测设备制作商

